Weld Quality Examination with X-ray Inspection for Critical Components
Computed Tomography for Weld Examination
X-ray inspection of welds can help identify porosity, wall thickness, inclusions, and lack of fusion. Weld quality is especially important to detect in critical components or assemblies.
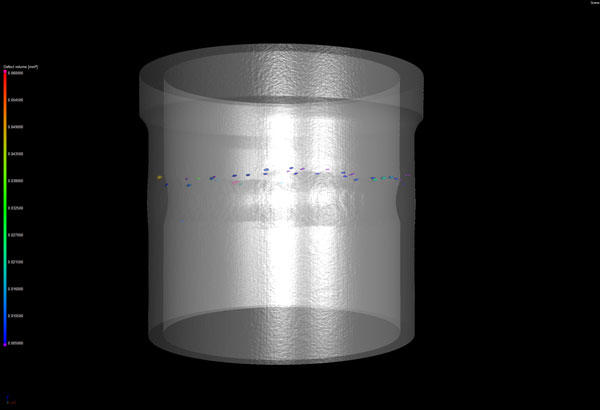
This titanium tube, used in the hydraulic line of an airplane, was welded using a laser weld. Titanium can be difficult to weld because it is highly reactive with oxygen. Porosity in the weld can weaken the structure. The porosity identified by color in this image show each indications volume, and disbursement throughout the weld. In this particular application, anything over 60 cubic microns was determined by the manufacturer as an indication of a problem. Any porosity found in the heat effected zone, area beside the weld bead, could mean there is problem with pre-heating of the sample. It could also indicate that the laser parameters used for the weld were not correct or there is an issue with the base metal.
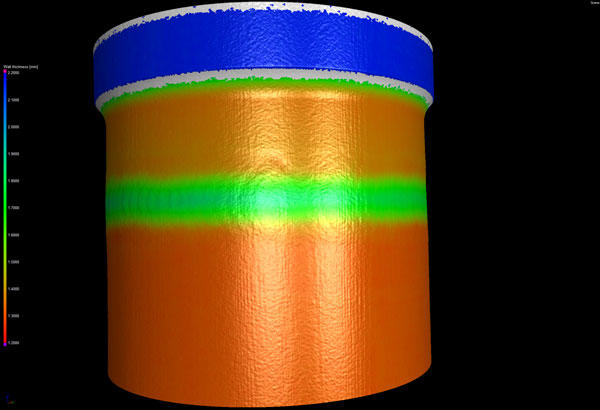
A wall thickness analysis is also considered when analyzing a weld to ensure that the weld meets the minimum thicknesses specified for the tubing application. Wall thickness can be evaluated on both the stock material and the weld area for compliance to the drawing requirements.
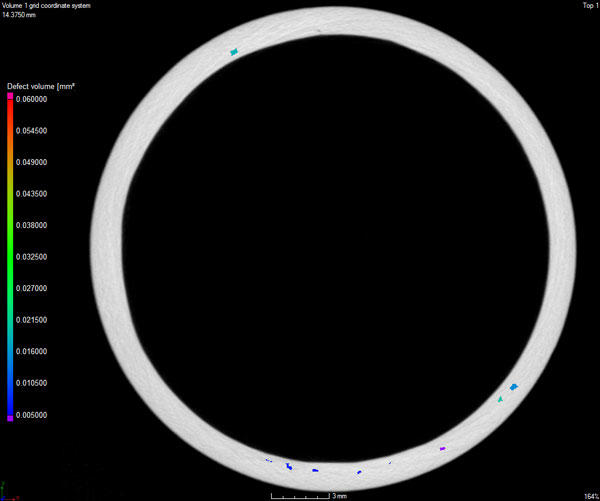
In this 2D slice, you can see that most of the porosity is towards the inner diameter of the pipe. Different slices are evaluated at varying depths to asses overall integrity. Manipulating a cutting plane along each axis through the 3D volume allows the user to see the 2D slice presentation shown below.
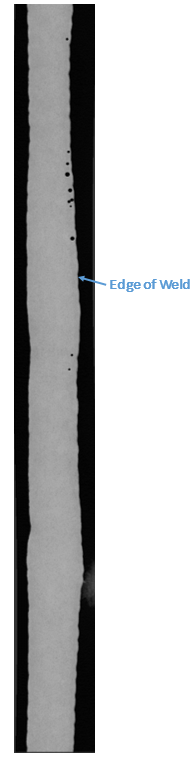
On the image below the circumferential weld has been unrolled. Unrolling a feature can be done by fitting a cylinder to outside wall, and then displaying the cylinder as a 2D plane. This allows you to slice through the weld as if it was a flat plate buttweld.
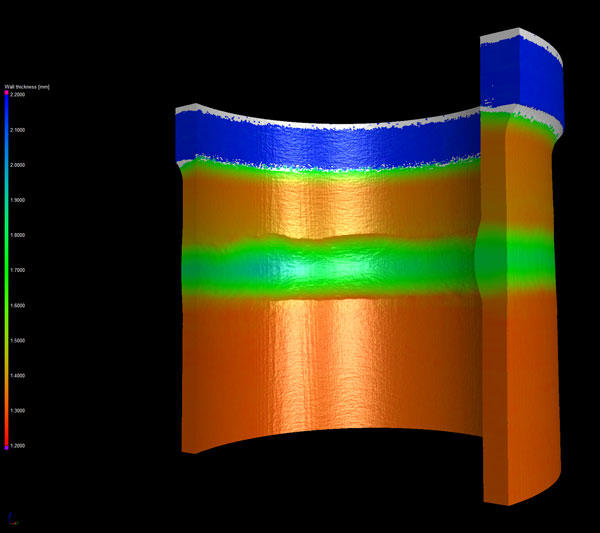
Types of defects that may be found could be lack of fusion, lack of penetration, excessive porosity, cracking and among others. Any type of defect in a weld is generally considered a stress riser and thus could potentially cause failure. Additionally, excess penetration in tube welds can lead to reduced fluid or gas flow, and corrosion problems. Excessive penetration of the weld bead is shown below by completing a wall thickness analysis of the sample.
On the image below the circumferential weld has been unrolled. Unrolling a feature can be done by fitting a cylinder to outside wall, and then displaying the cylinder as a 2D plane. This allows you to slice through the weld as if it was a flat plate buttweld.