Replacing Digital Radiography Imaging with High Speed Computed Tomography
Digital Radiography has many benefits over film radiography, and has been used to substantially reduce cycle times while often producing superior image quality. With complex geometry products or parts where double wall radiography is required, the radiograph will include all the superimposed product features and indications from one surface to the other. This can make it very difficult to quickly make a determination of the products acceptance.
Today’s products are designed and drawn in 3D. Finite element analysis (FEA) is performed in 3D models applying 3D discontinuities to the analysis. We also dimensionally inspect the actual product to a 3D model. However, the 3D work typically stops there. Engineers are required to convert this 3D data into a 2D acceptance criteria for radiographic inspection. Multiple 2D images are often taken to try and understand the dimension of indications in at least 2 directions. The multiple radiographic views can also provide a better understanding of the position of indications in more than one plane. Even with these additional static views it can still be difficult for a radiographer to separate indications from one location to another in the superimposed image.
With the advances in CT, comes the opportunity to perform very high-speed CT scans of some products. The CT scan can quickly provide a 3D view of all indications as well as their location within a product. With a 3D data set, automatic software routines can be applied with true 3D acceptance criteria applied to assisted and automatic defect recognition (ADR) routines. For manual interpretation, CT not only provides a more thorough evaluation, but makes it easier and quicker to perform an interpretation.
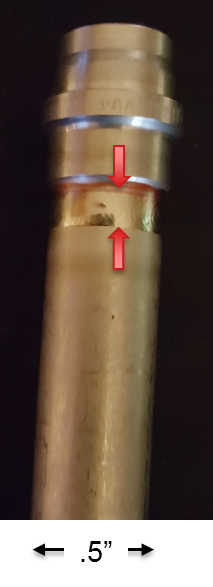
Study: DR & CT Tube Weld EvaluationTitanium Tube Circumferential Welds
- 0.50” Diameter
- 0.0275” Wall
DR Requirements
- Typically, 2-3 DR views (elliptical vs superimposed)
- Typically, 2-1T IQI requirement
Setup
- Varian 2520DX 127um Pixel Pitch CSI Scintillator
- Custom Full Resolution Zoom Mode at 23FPS
- Microfocus Tube: 150 kV
- 10X Geometric Magnification
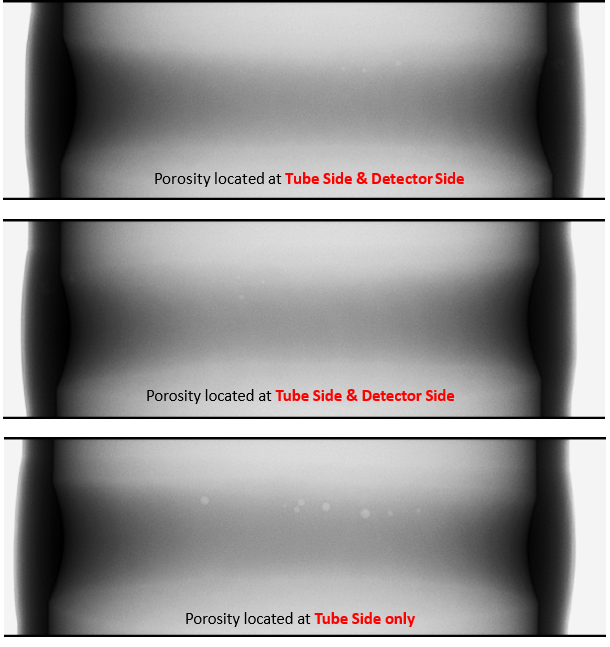
TI Tube Weld– 3 DR Views
Weld Porosity Ranging from .0015” to .008”
TI Tube Weld– 2 CT Views
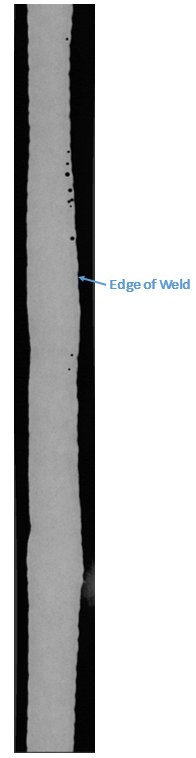
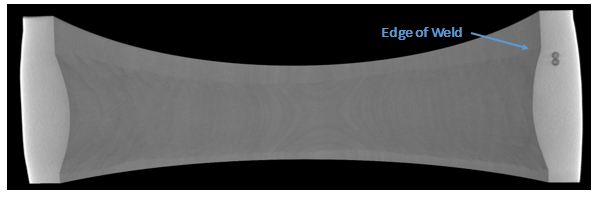
With CT, data from cylindrical products such as Tubing Welds can be “Unrolled” in software to produce a view of the data as if the tube had been cut and rolled out flat.
- Data can then be viewed with the indications throughout the entire thickness of the weld being displayed in a single view. This makes for quick interpretation to 2D acceptance criteria.
- The Unrolled view to the left shows that all porosity is positioned along the one edge of the weld.
- This type of “Thick Slice” view can also be applied in a top down view where multiple slices are combined to provide very high contrast imaging of the entire weld width
- The view below shows the majority of the porosity positioned close to the centerline of the weld/tube thickness with one very small porosity positioned close to the outside surface and two close to the Inside surface of the weld.
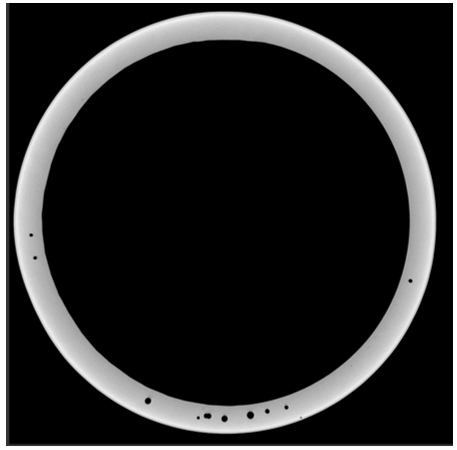
TI Tube Weld – CT Volume Slice View
TI Tube Weld –Surfaced View

CT Technique Comparisons
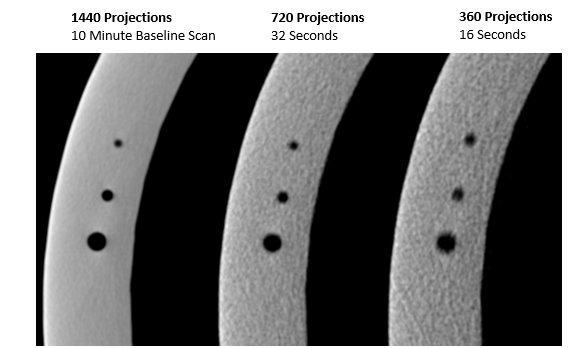
10 Minute Scan: Porosity clearly visible from 0.008” down to 0.0015” to (204um to 39um) diameter.
32 Second Scan: All Porosity visible down to 0.0015” (39um) diameter.
16 Second Scan: Porosity visible down to 0.002” (52um) diameter.
Indications slightly elongated with less defined edges.
Conclusions
Both DR & CT can provide the Image Quality necessary to detect all Porosity Indications, however CT provided substantially better image quality & data.
- CT provided substantially more indication information relative to size and position
- CT improved the ability to apply 2D acceptance criteria and provided a means of applying 3D acceptance criteria.
- DR and CT Acquisition times can be comparable for many applications.
- Manual CT Evaluation times can be less than DR times when multiple relevant indications are present.


